Evaluating Existing Concrete Masonry Construction
INTRODUCTION
The majority of quality control testing of concrete masonry materials is conducted on samples representative of those used in actual construction (ref. 1, 2, 3, and 4). In some cases, however, it may be necessary or desirable to evaluate the properties of existing masonry construction using the actual construction materials instead of representative samples. Examples where the in-place (in situ) masonry properties might need to be considered include old construction, damaged construction or during the construction process when:
- a testing variable or construction practice fails to meet specifications;
- a test specimen is damaged prior to testing;
- test records are lost; or
- representative samples are not otherwise available.
This TEK outlines guides and practices for the physical evaluation of masonry units, grout, mortar, and assemblies that form a part of an existing structure. Because no single procedure can be considered universally applicable for the evaluation and assessment of all conditions, proper tests or inspections must be selected with care as they form only a part of a broader evaluation, which may also include structural considerations, performance attributes, acceptance criteria, and goals (see Figure 1).
In some cases the physical characteristics of the materials or construction may not be in question, but instead concerns are focused on one or more performance attributes. While possibly stemming from any one of a number of sources, including poor construction, detailing, or materials; common performance related assessments include sources and causes of cracking, mitigating water penetration, and strength evaluation. Options for the evaluation and remediation of masonry structures are virtually endless. A thorough review of this subject can be found in reference 17.
MASONRY UNITS
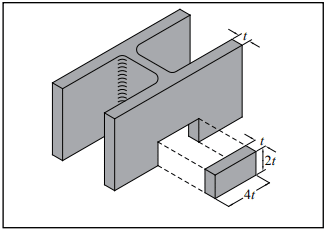
When it is deemed necessary to remove units from a wall to evaluate their physical properties, the selection and removal of specimens should follow ASTM C 1420 Standard Guide for Selection, Removal, and Shipment of Manufactured Masonry Units Placed in Usage (ref. 5) to minimize potential damage to the units during their removal and transport and to obtain a representative sampling of specimens from which generalized conclusions can be drawn. Once removed, units can be sent to a laboratory for further assessment using visual techniques, petrographic techniques, or more common tests such those used in determining the compressive strength or equivalent thickness for fire resistant construction. Although comprehensive in its scope, ASTM C 1420 does not contain acceptance criteria or guidance for the interpretation of the results, as the application of such information is nearly always project specific.
While often definitive in their results when properly implemented and interpreted, the option of removing units from existing construction can have its limitations, especially when the existing construction is grouted or contains reinforcement. While it is still physically possible to remove a hollow unit that has been grouted and reinforced from a masonry wall, it becomes difficult (if not impossible) to determine the compressive strength of such units due to the presence of the grout and reinforcement. Hence, for construction that contains grout and/or reinforcement, it may be more appropriate to remove prisms or cores from the assembly, particularly when structural stability is the primary reason for the evaluation.
MORTAR
In many cases, the importance placed on the compressive strength of masonry mortars is overemphasized. Because the compressive strength of masonry mortars is not of principal concern in the overall performance of masonry structures there are no test methods that directly measure the compressive strength of mortar taken from an assembly. Yet, there may be circumstances when the removal and evaluation of mortar from existing masonry construction may be deemed necessary. ASTM C 1324 Standard Test Method for Examination and Analysis of Hardened Masonry Mortar (ref. 6) reviews procedures primarily related to the petrographic examination and chemical analysis of samples of masonry mortar removed from masonry construction. Based upon such examination and analysis, proportions of components in masonry mortars can be determined, which can then easily be compared to the volume proportions of ASTM C 270 (ref. 7) to classify a particular mortar or to document the actual proportions of materials used in the mortar.
While ASTM C 1324 can be an invaluable tool for measuring the relative amounts of constituent materials used in a mortar or in mapping the chemical makeup of a mortar, it does have its limitations. For example, even if a mortar is shown to have proportions that do not comply with the requirements of ASTM C 270, the mortar may still comply with the property requirements of C 270, which cannot be reasonably measured through examination of field mortars. Further, the information provided by C 1324 is anecdotal and highly subject to user error. Like all emerging technologies, results stemming from petrographic analyses should be subjected to critical review and careful interpretation.
GROUT
Unlike mortar and units, grout is often hidden from view once placed. Hence, evaluation methods that are focused on grout include both physical tests, such as measuring the compressive strength or grout/unit bond strength, as well as documenting proper placement and consolidation, to ensure as few voids as possible in the resulting construction.
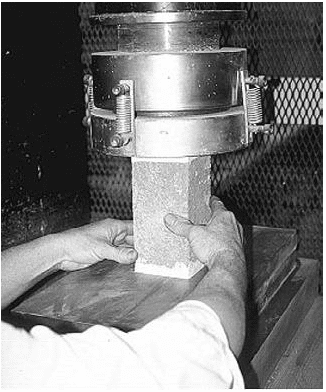
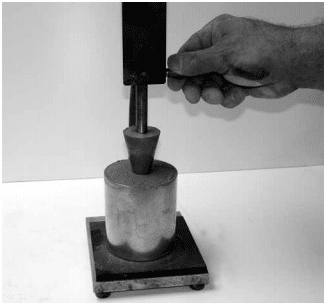
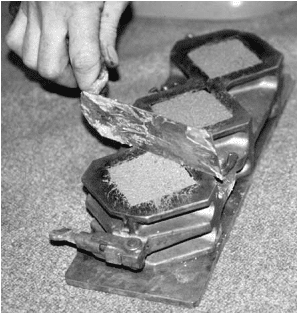
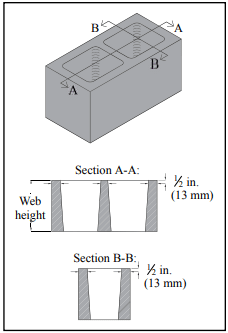
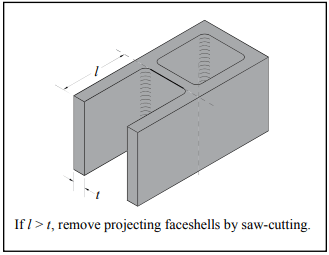
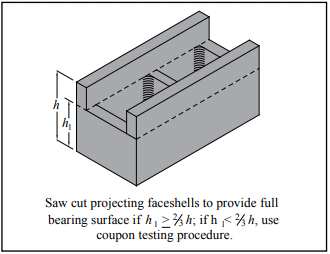
While following the grout lift height and pour height of Specification for Masonry Structures (ref. 8) is a prescriptive means of ensuring high quality grout placement, alternative grouting procedures, such as those permitted by Specification for Masonry Structures through the construction of a grout demonstration panel (refs. 8 and 9), may require supplementary means of documenting proper grout placement and consolidation. Obtaining physical specimens, such as grout cores (see Figure 2) or saw-cut samples (ref. 10), is one means of documenting proper grout placement when non-standardized grouting procedures are used, less destructive (and often less expensive) tests such as ultrasound, impact-echo and infrared photography can be highly efficient tools for measuring the subsurface characteristics of a masonry wall.

ASSEMBLIES
As with individual units, ASTM has published a guide for the selection and removal of masonry assemblies from existing construction, ASTM C 1532 (ref. 11). The procedures outlined in ASTM C 1532 are useful when physical examination of an assembly’s compressive strength, stiffness, flexural strength, or bond strength is needed on a representative sample of the actual construction (ref. 12). When conditions permit, or when less destructive means of evaluation are warranted, several testing alternatives are available.
Modulus of Elasticity
ASTM C 1197, Standard Test Method for In Situ Measurement of Masonry Deformability Properties Using the Flatjack Method, (ref. 13) can be used to evaluate the modulus of elasticity (stiffness) of a single wythe of unreinforced masonry constructed with solid units. To perform the test, two slots are cut into the mortar joints at the top and bottom of the section of masonry to be evaluated. Thin, bladder-like flatjack devices are inserted into these open mortar joints and then pressurized, inducing a controlled compressive stress on the masonry between them. Pressure in the flatjacks is gradually increased and the resulting masonry deformations are measured. The modulus of elasticity is calculated based on the resulting stress-strain relationship. Note that experimental and analytical investigations have indicated that this test typically overestimates the compressive modulus of masonry by up to 15 percent.
Mortar Joint Shear Strength
Guidelines for the Rehabilitation of Existing Buildings (ref. 14) contains a relationship between masonry bed joint shear strength measured in situ to the overall strength of a masonry shear wall. This relationship assumes the wall shear strength is limited by shear through the mortar joints rather than shear through the units. To measure the in situ mortar joint shear strength, ASTM C 1531, Standard Test Method for In Situ Measurement of Masonry Mortar Joint Shear Strength Index (ref. 15), is used. Included in ASTM C 1531 are three test methods for determining an index of the horizontal shear resistance of mortar bed joints in existing unreinforced solid-unit or ungrouted hollow-unit masonry.
In accordance with ASTM C 1531, the mortar bed joint shear strength index is determined by horizontally displacing a test unit relative to the surrounding masonry using a hydraulic jack or specialized flatjacks. The horizontal force required to displace the test unit provides a measured index of the mortar joint shear strength. Some studies have indicated that the in situ mortar joint shear strength may overestimate the actual shear strength index of a masonry wall. While a relationship has been established between the mortar joint shear strength and the shear strength of a masonry wall, there is currently insufficient data to define a similar correlation between the in situ measurement of bed joint shear strength and the actual bed joint shear strength.
Compressive Stress and Strength
For some engineering evaluations of existing masonry it may be necessary to estimate the compressive stress present in the wall. ASTM C 1196, Standard Test Method for In Situ Compressive Stress Within Solid Unit Masonry Estimated Using Flatjack Measurements (ref. 16), provides one such method to determine the average compressive stress in an unreinforced solid unit masonry wythe. The method uses flatjacks above and below the test region similar to ASTM C 1197 previously discussed. When the mortar joints above and below the test area are removed from the masonry to accommodate the flatjacks, the masonry deforms. The flatjack pressure required to move the masonry back to its original position is approximately equal to the compressive stress in the masonry.
The compressive strength of masonry can be evaluated by testing masonry prisms removed from the wall or by using cores cut from a grouted portion of the wall. If vertical reinforcement is present in the wall, testing a prism can be difficult because the vertical reinforcing steel carries load, hence the test is not a true evaluation of the masonry properties. In this case, cored samples may provide a better estimate, because the cores are tested in an orientation 90 degrees from the in situ position, so the reinforcing steel does not interfere with the test.
Limited research (ref. 10) on 6 inch (152-mm) diameter cores cut from grouted masonry compared the compressive strength of the core sample to that of masonry prisms constructed using the same materials. In these investigations, the average ratio of core to prism compressive strength was 1.04 for cores with an aspect ratio (height to diameter) of 1.27. Research on in situ masonry prism removal and testing (ref. 12) found a similar correlation factor when comparing both masonry prisms removed from existing construction to laboratory prepared prisms using similar materials.
NONDESTRUCTIVE EVALUATION
Obviously, the removal of units, prisms, cores, or other materials from a masonry structure is aesthetically detrimental and potentially structurally damaging. When possible, the physical evaluation of existing concrete masonry structures should provide the necessary information that results in the least cost and damage to the structure. A number of nondestructive evaluation procedures are applicable to masonry construction, which are often used in concert with the previously described test methods. The benefit of these techniques is the ability to evaluate portions of a structure with little or no damage.
Ultrasound and Impact-Echo
Ultrasound evaluations (pulse-velocity and pulse-echo) use a transmitter and receiver to pass ultrasonic energy through a wall. The density of the wall is estimated based on the velocity of the waves passing through the wall. Unlike the other methods discussed here, ultrasound requires access to both sides of the wall being evaluated.
Impact-echo differs in two ways from ultrasound: lower frequencies are used, which helps overcome the high signal attenuation and noise often encountered with ultrasound; and access to both sides of the wall is not required. Impact-echo uses elastic stress waves generated by a surface impact. These stress waves are reflected back to the receiver as they encounter internal anomalies or an exterior surface of the wall. Analysis of the reflected signal strength and shape allows evaluation of wall thickness and location of voids and grout areas.
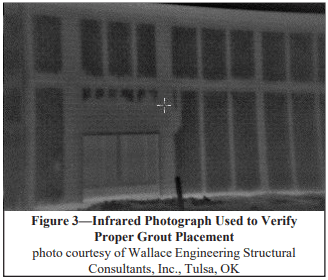
Infrared
Infrared, or heat imaging, technologies measure thermal radiation from a wall surface, and record these emissions as different colors, corresponding to different surface temperatures (see Figure 3). Variations in temperature can be associated with factors such as wall solidity, moisture content, or a change in construction materials or insulation. Infrared cameras allow the user to survey an entire wall relatively quickly.
In order to provide a representative image of the wall, infrared measuring devices require heat to be transmitting through the wall (i.e., a warm interior and a relatively cool exterior ambient temperature). Generally, the larger the temperature flux, the better the resolution of subsurface anomalies.
Fiber Optics (Borescope and Fiberscope)
Borescopes (rigid optical scope) and fiberscopes (flexible optical scope) are useful for viewing interior void areas in a masonry wall. The scope is inserted into a small hole drilled into the wall, and can be attached to a camera or video recorder to document the observations. Borescopes and fiberscopes are often used to visually confirm anomalies detected using ultrasound, impact-echo or infrared methods, or to assess the condition of interior objects or cavities such as wall ties and collar joints.
Electromagnetic Devices (Rebar Locators)
Electromagnetic devices are commonly used to locate metal in masonry walls. Rebar locators generate a magnetic field, which is disturbed when a metallic object is encountered. The magnitude of the disturbance is related to the size of the object and its distance from the probe. Rebar locators can be used to: detect the location and orientation of reinforcing bars, prestress cables and other embedded metal items; measure the depth of embedded metal; and estimate the size of the metal items.
REFERENCES
- Evaluating the Compressive Strength of CM based on 2012IBC/2011 MSJC, TEK 18-01B. Concrete Masonry & Hardscapes Association, 2011.
- Sampling and Testing Concrete Masonry Units, TEK 1802C. Concrete Masonry & Hardscapes Association, 2014.
- Concrete Masonry Inspection, TEK 18-03B, Concrete Masonry & Hardscapes Association, 2014.
- Masonry Mortar Testing, TEK 18-05B, Concrete Masonry & Hardscapes Association, 2014.
- Standard Guide for Selection, Removal, and Shipment of Manufactured Masonry Units Placed in Usage, ASTM C 1420-99, ASTM International, 1999.
- Standard Test Method for Examination and Analysis of Hardened Masonry Mortar, ASTM C 1324-02a, ASTM International, 2002.
- Standard Specification for Mortar for Unit Masonry, C 270-02. ASTM International, 2002.
- Specification for Masonry Structures, ACI 530.1-02/ASCE 6-02/TMS 602-02. Reported by the Masonry Standards Joint Committee, 2002.
- Grouting Concrete Masonry Walls, TEK 03-02A, Concrete Masonry & Hardscapes Association, 2005.
- Research Evaluation of Various Grout Consolidation Techniques in Concrete Masonry, MR-13, Concrete Masonry & Hardscapes Association, 1999.
- Standard Guide for Selection, Removal, and Shipment of Masonry Assemblage Specimens from Existing Construction, ASTM C 1532-02, ASTM International, 2002.
- Research Evaluation of the Compressive Strength of In Situ Masonry, MR-8, Concrete Masonry & Hardscapes Association, 1993.
- Standard Test Method for In Situ Measurement of Masonry Deformability Properties Using the Flatjack Method, ASTM C 1197-03, ASTM International, 2003.
- Guidelines for the Rehabilitation of Existing Buildings, International Code Council, 2000.
- Standard Test Method for In Situ Measurement of Masonry Mortar Joint Shear Strength Index, ASTM C 1531-03, ASTM International, 2002.
- Standard Test Method for In Situ Compressive Stress Within Solid Unit Masonry Estimated Using Flatjack Measurements, ASTM C 1196-03, ASTM International, 2003.
- Nondestructive Evaluation and Testing of Masonry Structures, Suprenant, B.A., Schuller, M.P., Hanley-Wood, 1994.